The productivity, efficiency and manufacturing costs of these units are interdependent; the output of a previous stage determines the operating characteristics of the next. If the fiber supply was uniform and predictable these operations could be optimized with relative ease. But variable and generally poor quality fiber supply and higher costs for recycled fiber are industry wide problems. How can these variables be controlled and the process efficiency and costs optimized?
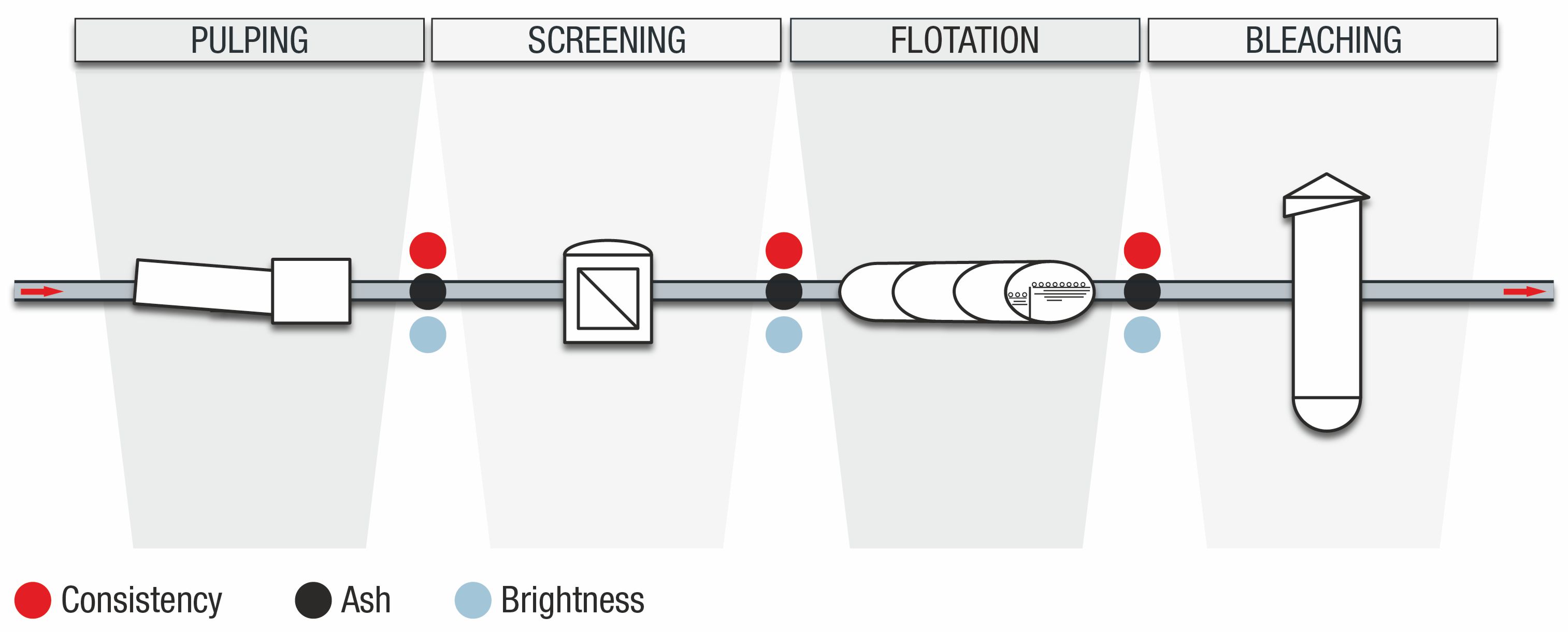
As many of our engineers recognize during customer visits and while installing specific equipment in RCF mills many processes are not well controlled or the equipment that is installed is either old or not used in the right way. Still there are enough possibilities to improve the fiber recycling process to make up for this. The importance of controlling selected parameters as early as possible in the process is key to success. With the implementation of application-specific inline technology such as consistency and ash sensors, brightness, UV fluorescence and residual ink transmitters many of these unit operation issues can be solved and the downstream benefits can be realized. Control strategies can be established step by step. The key measurements in a typical RCF process are shown in the following Figure. Several examples of how the measurements can be use to get better plant performance results are reviewed.
Stabilizing ink removal efficiency
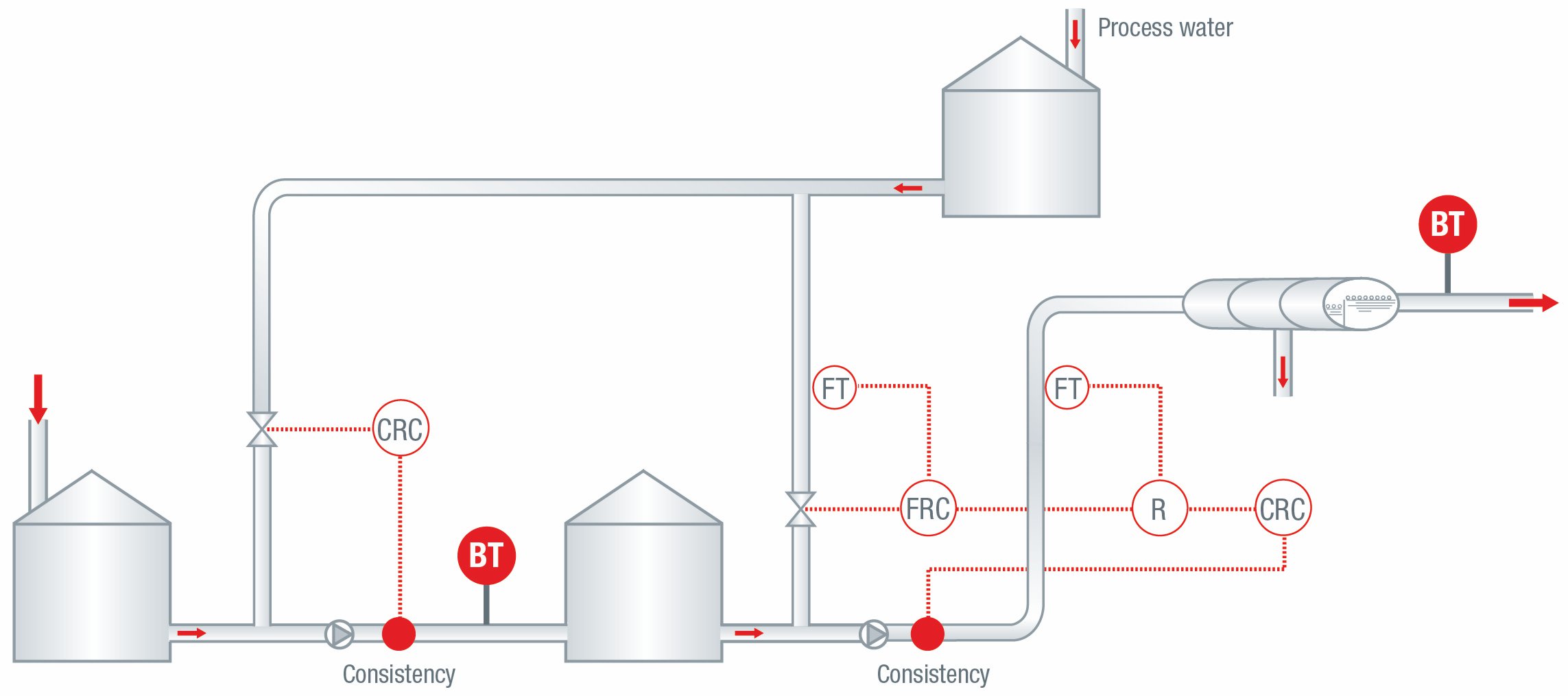
Stabilizing ink removal efficiency will produce a consistently bright furnish for papermaking. In one case, a newsprint mill with a furnish of deinked pulp and TMP operates a 500 t/d capacity flotation deinking line with BT-55 series inline brightness and residual ink (ERIC) transmitters installed before and after the flotation line. Both transmitters are calibrated to measure brightness and ERIC. The inlet stock is measured at a consistency of 3.5% to 4.0% then diluted to normal operating consistency, whereas the diluted outlet stock is measured at 1.25 to 1.5%. The two transmitters are used to measure primarily the ink removal efficiency so that process operators can make timely adjustments to the soap and other chemical feeds to the flotation cells. The objective is to provide a fiber feedstock with low and constant residual ink levels to the following hydrosulphite bleaching stage, thus ensuring the paper machines receive a uniform brightness furnish. This residual ink regulation avoids any slowing of mill production if final brightness targets are not met (following Figure ).
Saving bleaching chemicals
Bleaching of DIP is costly so efforts should be made to measure and control the effectiveness of deinking operations before the bleach plant. A deinking plant providing furnish to a 110,000 t/y tissue and printing paper mill installed two BT-5400 brightness transmitters with UV fluorescence and ERIC measurements after the first flotation stage and then after the second flotation stage. Both stages operate at 3.5% consistency.
In the first stage operators manage brightness levels by adjusting the mix of the recycled fiber quality to achieve stable target brightness. With this strategy, variations of brightness were reduced. In the second stage, operators manage the residual ink (ERIC) levels by process adjustments. By reducing ERIC the need for bleaching chemicals was reduced without sacrificing brightness. Access to accurate and real time data about brightness has enabled the mill to maintain its stringent quality control standards while simplifying its process and cutting unnecessary chemical costs. This chemical saving plus the more common use of lower cost recycled fiber has provided a payback of less than one year.
Managing pulper brightness for lowest fiber cost
An inline brightness transmitter can be used at the beginning of a batch re-pulping operation to achieve the right brightness for subsequent stages of ink removal and bleach with minimum furnish cost. For example, a tissue mill which recycles waste paper installed a BT-5500 brightness transmitter on the wall of a batch pulper, about 1 meter from the maximum fill level. The brightness measurement is on a large display above the pulper to emphasize its importance to the operators.
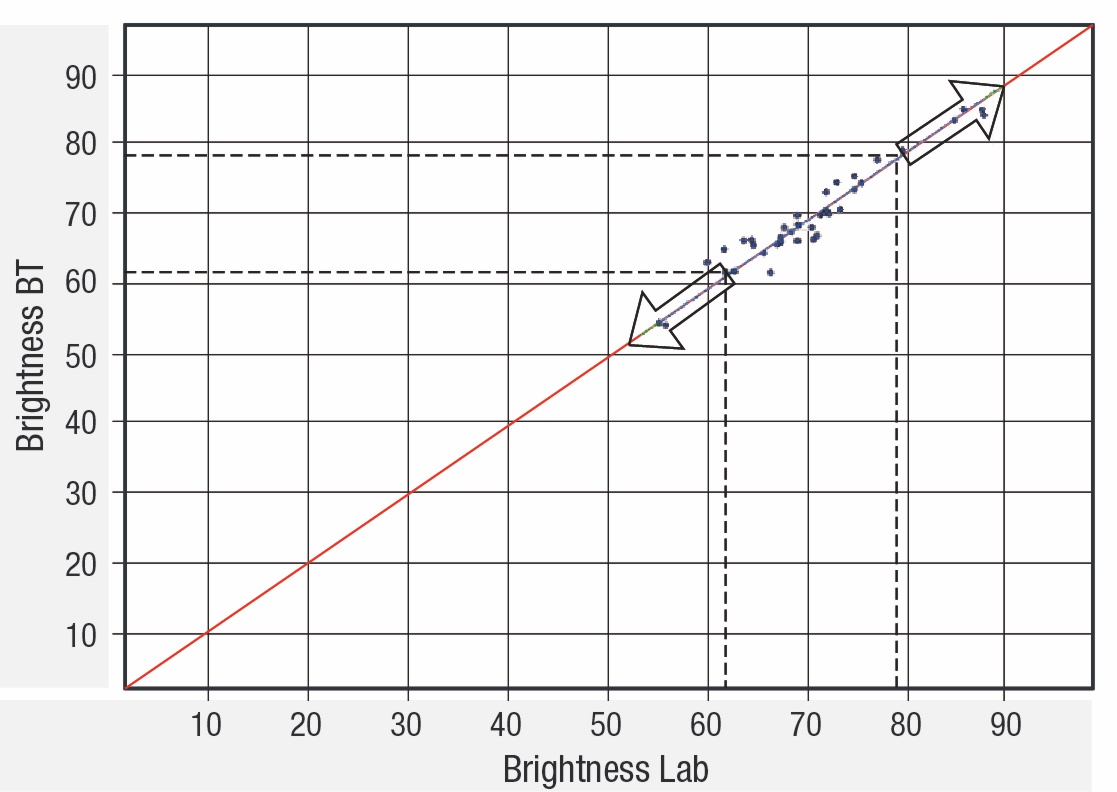
To achieve their target brightness the mill uses several qualities of baled waste paper with significantly different price levels. The highest priced bales contain no ink since it is paper mill trim waste. The mill reasoned that with the inline measurement the operators would get an indication about 8 minutes before the end of a 20-minute batch sequence if the brightness was on target or above or below target. This would allow them to decide if more high priced premium baled paper should be used to achieve their target or if lower cost bales could be substituted and still make target brightness. This operator-managed strategy with the brightness measurement made at just the right time has saved about $250,000 in fiber costs for this mill. The strategy used by the operators is shown in the following Figure. The operators aim for a range of 63% to 78% ISO brightness in the batch pulper.
Pulper total consistency stabilizes process
Accurately and repeatably measuring consistency after a pulper in a recycled fiber process is very challenging. Firstly, trash and fiber clumps from the pulper are major problems for blade-type shear force transmitters. Secondly, mixed waste paper is comprised of many different fibers, and contains fine materials and fillers that are not measured by shear force. What is needed after the pulper is an absolute inline total consistency transmitter that is the basis for total mass flow at the beginning of the process and the accurate calculation of overall process yield in the mill. This need has been filled by a TCR-2501 total consistency transmitter that uses an optical signal peak detection method. The transmitter measures the total mass of fibers of all types, small fine particles and ash.

A recycled fiber linerboard mill using this transmitter confirmed that the pulper exit consistency measured by the new transmitter varies more than the old consistency transmitter previously indicated. Having this knowledge, the mill implemented a consistency control loop using the conveyor speed and dilution water to control the consistency at this point. This had the additional benefit of stabilizing the entire downstream process. Yield calculations are now correct and further improvement steps can be taken at the right point in the process. As the consistency in the pulper is stable at 5% enough pulp is available to run the paper machine at full speed. The pulper sets the initial consistency level. From here on the consistency is reduced in all chests that are between the pulper and the linerboard machine. Furthermore, low consistency pulp that comes from a side stream does not disturb the process.
At another testliner mill a TCR transmitter was installed after the RCF pulper and before high consistency cleaners operating at 3%. Before the control loop implemented with the new transmitter the consistency varied between 2 and 4%. When the consistency was too high, the cleaners plugged. Also, at very high consistency the pulper motor load is high and some pulp does not pass through the screen plate. When the consistency was too low the efficiency of the cleaners was poor. These problems have been solved now that the consistency is controlled to 3% to 3.5%. Avoiding plugging the cleaners once and risking a shutdown of the machine paid immediately for the TCR measurement.
Optimum fiber fractionation
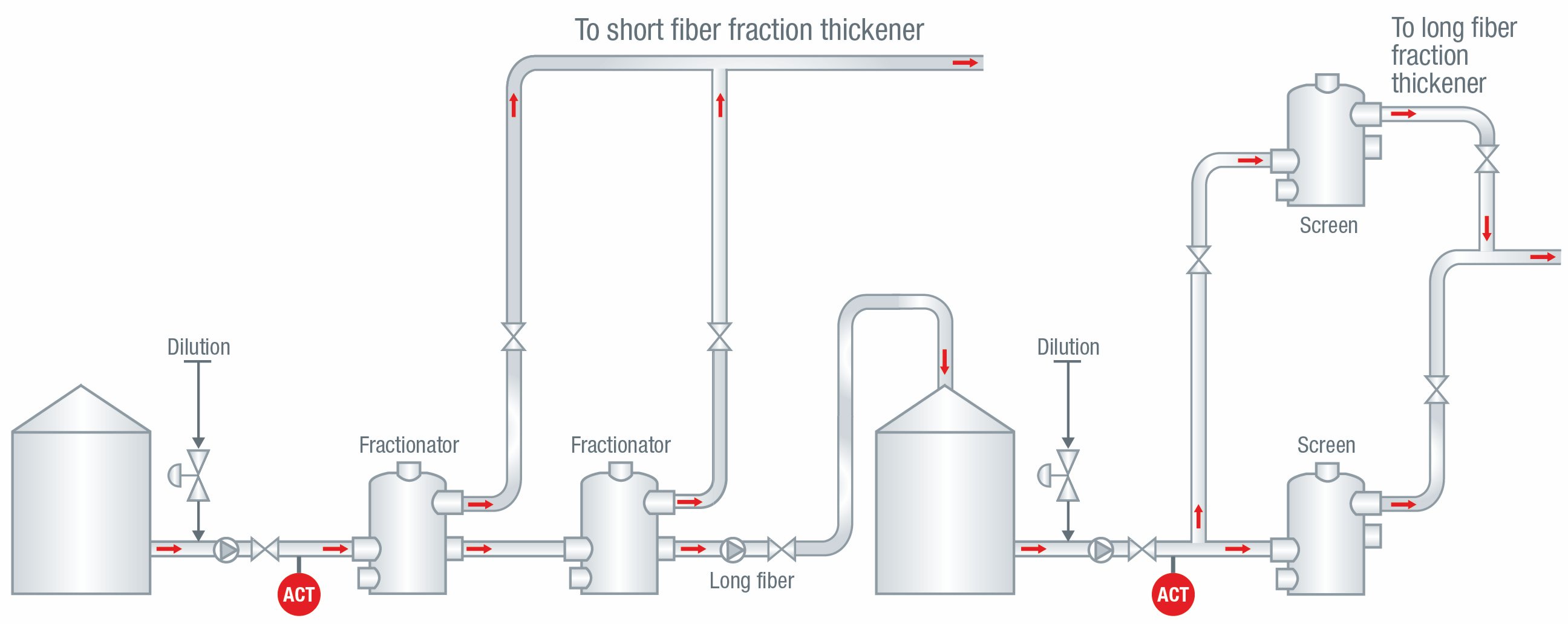
The fiber fractionation processes required for multi-ply forming process requires precise separation of long and short fibers so the right level of refining is applied. Then the sheet plies are formed to give the optimum drainage on the formers and to ensure the required fiber to fiber bonding and sheet strengths properties are achieved. Accurately measuring the consistency at each stage is extremely important since the right consistency entering a stage will determine its fiber fractionation effectiveness and avoid plugging if the consistency is too high. ACT-2500 transmitters measure the amplitude of oscillation of a specially designed active blade oscillating at its resonant frequency. The measurement is sensitive to the shear forces and the viscoelastic properties of the fiber matrix in the pulp slurry. Its measurement range is extended down to 1.0%. The transmitter has a higher accuracy than a standard blade transmitter with a price point below an optical measurement. A typical fiber fractionation instrument layout is shown in the following Figure.
More precise consistency control will improve the operation of many of the unit operations in a fiber fractionation plant. Fiber consistency and ash control audits can reveal where improvements in stability can be made in screening, cleaning, disc filter operation and dilution. These audits also measure long and short fiber separation, fines, and fiber morphology as well as process operating conditions. For instance, screen feedstock consistency requires very tight control since it influences screen throughput and runnability (screen blinding) and can also affect accept quality. An increase in consistency will increase throughput but can increase the risk of blinding. A large variability in consistency can upset the screen reject rate and cause disturbances to efficiency, fiber quality and freeness. In one case with variations in consistency of 0.9% the screens act as fractionators unexpectedly removing long fiber from the process, resulting in lower efficiency and lower strength.
Conclusions
Strategically applied inline measurements within a recycled fiber operation can yield many benefits including stable product quality, even throughput, increased yield, lower furnish costs and lower chemical and bleaching costs for DIP. These measurements can form the basis of operator managed controls or simple single loop controls that are inexpensive to implement. The return on investment is excellent. Multi-variable controls (APCs) have shown promise as a way to control RCF plants however they must be based on reliable and accurate process measurements of controlled and manipulated variables. The message is clear that a stable and efficient RCF operation must be well measured.
