The negative impact has its origin in the degradation of starch entering the process with the waste paper/OCC. Starch coming with the OCC is an asset for the operation but can in the same time be a major source for issues. Microbiological process is very effective and successful to degrade starch and generating organic acids, which have a strong negative impact on the process as well as the strength properties in the board. Lower pH, increased conductivity and smell issues are parameters that easy can be followed as an indicator for the microbiological attack. Loss of starch coming from the raw material can be compensated by addition of new/fresh starch in furnish or size press to meet the strength specification. Problem solved if it hadn’t be a negative impact on the total cost of operation. This paper will address how Purate technology, on-site generated chlorine dioxide, can be an effective solution to get control of the microbiological situation. A starting point to improve machine operation and take advantage of the starch delivered with the OCC.
Chlorine dioxide properties
Chlorine dioxide (ClO2) is a clear to pale green gas. It exists as a true undissociated molecule in aqueous solutions. It is highly soluble and hydrolyzes very slowly. Chlorine dioxide is a neutral chlorine compound in the +IV oxidation state. It is a relatively small, volatile and highly energetic molecule and is a free radical even in diluted aqueous solutions. In comparison with sodium hypochlorite is the oxidation capacity 2,5 higher for chlorine dioxide which gives high total effect in contaminated systems. The predominant reaction in water applications is: ClO2 (aq.) + e- → ClO2 E0 = 0.954V
Chlorine dioxide is more selective towards organics as humic acids and phenolic compounds than many other oxidants and does not chlorinate. Inorganic compounds as iron, manganese and sulfide are also oxidized faster compared to sodium hypochlorite.
Method
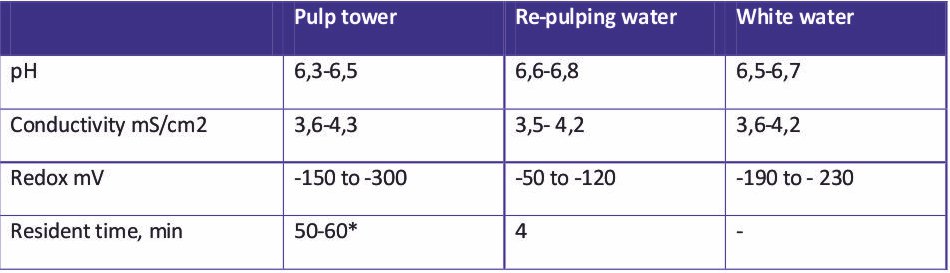
To investigate the effect of chlorine dioxide for starch degradation was a full scale performed with Chlorine dioxide based on chlorate based chemistry. Paper grade was 100% recycle liner board with a production of 50 tons/hour, two ply fourdrainer machine. Key parameters in the system presented in the following Table. Values are average numbers for a system without microbiological treatment.
The total dosage of chlorine dioxide was separated in 8 different positions including also the fresh water treatment. The addition was continuously to all positions and the reason is the very fast reaction as well as low persistent. Two different dosing levels were investigated 4,6 and 7 kg ClO2/ton. Starch degradation was analysed in pulp with and without treatment of chlorine dioxide in laboratory and followed up in the paper process.
Results and discussion
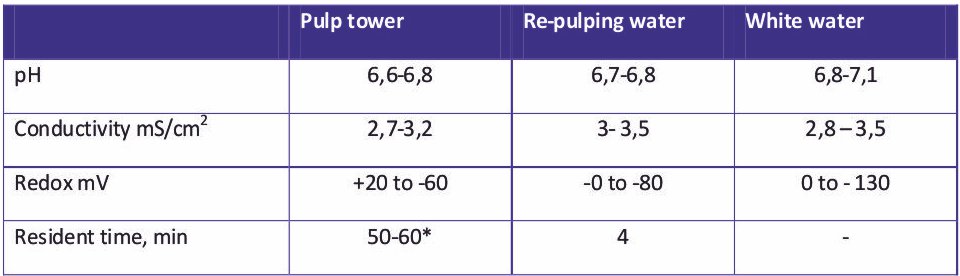
In the following Table are the numbers for the key parameters presented for 7 kg/h of chlorine dioxide. The treatment with chlorines dioxide gives an increased pH approx. 0,3 units which is reflected in the amount of dissolved calcium and conductivity. The Redox potential has also turned from clearly reductive to a more oxidative, slight reductive all over the system after addition of chlorine dioxide.
Lower dissolved calcium content in the water loop have two major positive effects: less stickis due reduced risk for formation tacky calcium resinate; lower conductivity which gives cationic process additives a better environment to deliver required effect. In general is the experience that a calcium level of 400-600 ppm contributes to a better runnability in the paper and board production. In addition can Calcium be a major concern waste water treatment by scaling and loss of efficiency in anaerobic reactor.
Starch measurements and result
The Lugol staining method uses the fact that starch forms a helical a helical glucose structure and the iodine becomes trapped in the glucose helix, producing a purple-black color. This complex can be measured with a spectrophotometer at 620 nm. The dissolved starch in the water phase can thus be determined and expressed as an extinction value for purposes of comparison. It is however also possible to quantify the dissolved starch, by calibrating with typical cooked starch, used in a paper mill. Because paper mills might use native starch from different origin in the size press, with different ratios of amylose and amylopectin, the calibrated Lugol method will therefor still give only an indication of available starch in the water phase. As the origin of the starch is the OCC is not possible to know in will it not be possible to calculate the actual amount in kg/ton of pulp due to lack of reference. Starch will be reported as an extinction number, an indirect value of starch content in a sample. The extinction is the measurement result of the photometer. Measured by putting Iodine into the sample, causing a blue complex. Extinction = 0 means, the light is going through the sample without any loss. Due to the blue color, caused by the Iodine-Starch complex, the extinction is >0, means the light is not going through the sample linear. The light is consumed or changed in direction. This effect is depending on the starch concentration in a linear, proportional way. Means double extinction = double mg/l starch in the sample. The starch-Iodine complex is cause by a part of starch, Amylose only. The larger part is Amylopectine, not causing the blue complex. It also depends on the cuvettes. The thicker, the higher is the Extinction even with the same starch content. So for a given system, can the starch extinction as a value for starch concentration, but it cannot be compare with different kinds of starches and different photometer units.
The Figure shows the result of the laboratory measurements of starch content in the water phase after the pulper dump chest in a recycled liner board mill, expressed as extinction over a time of 120 minutes. Chlorine dioxide addition rate 4,6 and 7 kg/h corresponding to 100 and 150 grams/ton of paper.
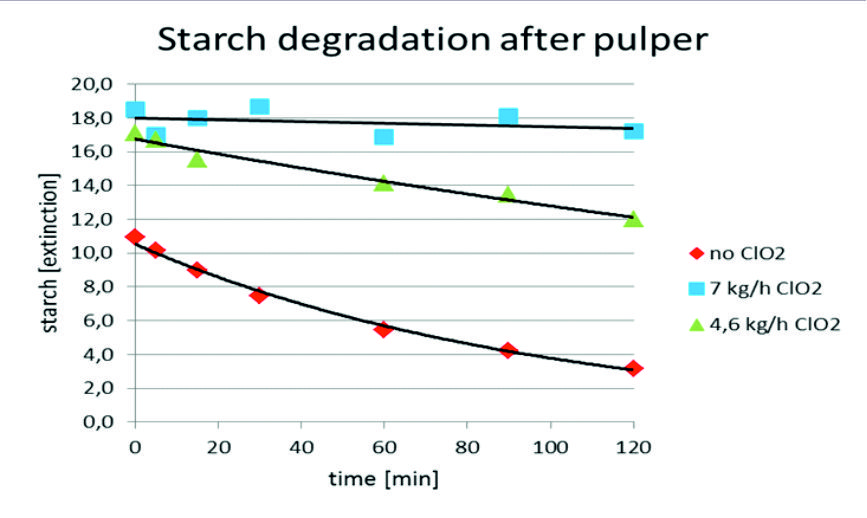
Results show a clear reduction of starch degradation when treated with chlorine dioxide. At the 7 kg/h dosing rate is the degradation more or less neglect able. The measured extinction of 18 corresponded to a starch content in the pulper dump chest of about 2% based on dry fiber (we could recalculated the graph and express it as g/l or % starch). During the time starch was well conserved on the paper machine, it was possible to reduce size press starch by 8%. In general in container board mills, using recycled waste paper as raw material, between 2 and 5% of starch based on dry fiber can be found in the in the water phase directly after the pulper. In the case the mill is not treating the water circuits, ph can drop quickly, due to the degradation of the starch, resulting in the formation of fatty acids and a pH drop in the system and a drop in redox potential. Since the available starch is degraded immediately, in most mills 30-50% of the starch present in the waste paper is already degraded after the pulper dump chest (depending on residence time, mixing, furnish conditions). Without the appropriate treatment of the paper machine circuits, the little starch that ends up in the headbox is difficult to retain in the paper and since it is already partially degraded, does not contribute to strength anymore and ends up mostly in the tray water. A lower organic acids level will also give some other upsides which will contribute in a positive way. Higher pH will direct influence dissolved calcium level in the water loop which have two major positive effects: less risk for stickies due reduced risk for tacky calcium resinate formation; lower conductivity which gives cationic process additives a better environment to deliver required effect.
