In the packaging grades, the necessity to lower costs shows in an extensive usage of recycled furnish with short fibers (OCC, MW, DIP, ONP etc.) and a higher rejects percentage (up to 30% for some corrugated medium manufacturers). This condition led to more synthetic contaminant building up on the machine clothing which caused poor machine efficiency and a shorter usage period of the PMC.
Problematic
The extensive usage of the recycled fibers plugs the press Fabrics since the contaminant can’t be flushed with the standard conditioning. Higher contamination creates several issues: more frequent shut downs to batch wash the press fabrics, high vacuum needs as the dewatering of most of the packaging machines is flow controlled, and extensive usage of chemicals during shut downs and while the machine is running. To tackle this issue, press fabric manufacturers started to produce high pore size press fabrics (high air and water permeability) that allow the synthetic contaminants to be flushed and the requested fabrics lifetime to be reached. High pore size press fabrics reduces the stickies and lowered the vacuum needs, but creates a new issue: reduction of machine speed and efficiency at start-up after press fabrics changes due to lower dryness after press section.
The issue is more severe on first presses in general and particularly on pick up positions where it is critical that the adhesion between the felt surface and the paper is strong enough to transfer the sheet. In the worst case, if adhesion is lost, the paper can follow the wrong path in the press section or cause runnability issues such as drop offs or stealing. The capillary action of the felt surface and the moisture reached can ensure the sheet adhesion to the felt (TappiJournal, 1993), yet simultaneously cause higher vacuum values and shorten felt life. The papermaker, in cooperation with the fabric manufacturer, often has to make compromises to reach the primary targets: sheet transfer vs. fabric lifetime, drop off vs. cleaning cycles, etc.
The Experiment
The lower dryness in the press section after the press fabrics change is due to the non-saturation of the press fabrics in all the paper grades – saturation being the filling of all pores in the press felt with water. Previously, to saturate or “Break in” a press fabric, papermakers had to wait days or even weeks to reach the expected machine speed, steam consumption, and production output levels. Till now, the standard method employed by press fabric manufacturers was to supply fabrics with larger pore sizes (high permeability press felts) that decrease in size during press fabric usage.
The Albany International Research and Development Center worked on developing a new concept that did the invers; the pore size of the press fabric was to be smaller when starting up with new clothing and increasing in size during the machine run. This new concept eliminates the need to compromise between machine speed after felt change, vacuum needs, washing cycles, and press fabrics life. The innovation is a startup enhancement to Albany International Press fabrics, called Rapid™ which is a polymer based material applied to the press fabric during manufacturing in order to temporarily reduce the mean flow pore size (MFP). Figure 1 is a visual comparison between the same felt with and without Rapid™.

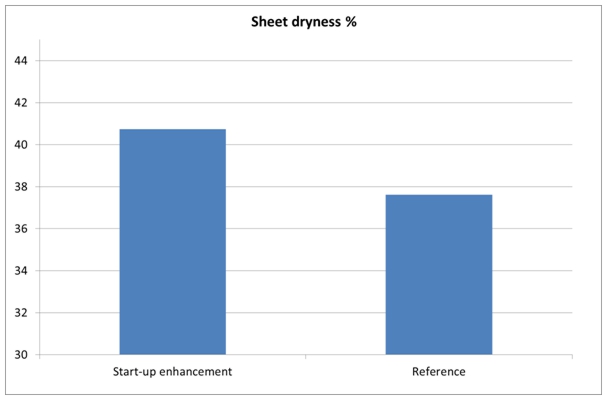
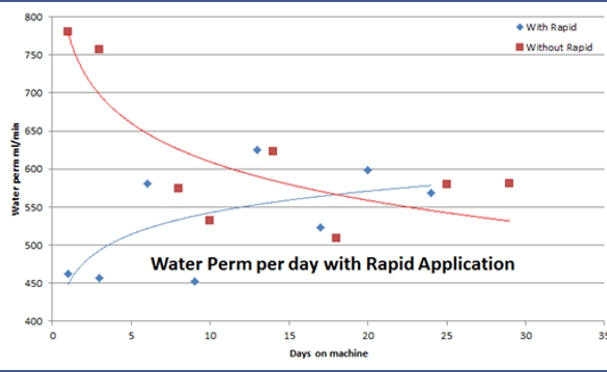
On a pilot single felted roll Press with an ingoing dryness of 21%, a dewatering study compared sheet dryness with and without the Rapid™ start-up enhancement. The sheet was a mixture of a 60% hardwood / 40% softwood. A non-woven press fabric was used for the trial: Nip dewatering was studied at 30 kN/m at 1200 m/min using -20 kPa uhle box vacuum; Sheet dry content was studied at 30 kN/m, 1000 m/min, -20 kPa uhle box vacuum. Figure 2 shows the nip dewatering percent in relation to total dewatering for a Non Woven felt with and without the start-up treatment. From day one, it was clear that the start-up enhancement facilitates a higher degree of nip dewatering which implies a faster saturation of the felt.